
Константин Лапотко,
главный конструктор, компания «Диполь»
lapotko@gvtek.ru
Качество монтажа электронных компонентов — основной критерий работоспособности электронных устройств. Но итоговое качество продукции зависит не только от уровня проведения монтажа компонентов на печатные платы, но и от столь важного фактора, как исходные комплектующие. Соответственно, к обязательным операциям в технологическом процессе производственной цепочки изготовления электронных устройств следует относить все виды инспекции — от входного контроля комплектующих до контроля качества монтажа компонентов. Такой подход позволяет не только обнаружить все основные дефекты, но и помочь выявить и устранить причину их возникновения, а в конечном счете — повысить процент исправной продукции.
Входной контроль
Проведение входного контроля комплектующих является очень важной операцией, так как позволяет существенно экономить ресурсы, исключив выпуск заведомо некачественной продукции.
К основным дефектам, выявляемым при входном контроле комплектующих, относятся:
- несоответствие спецификации изделия;
- брак производителя;
- контрафакт;
- механические повреждения.
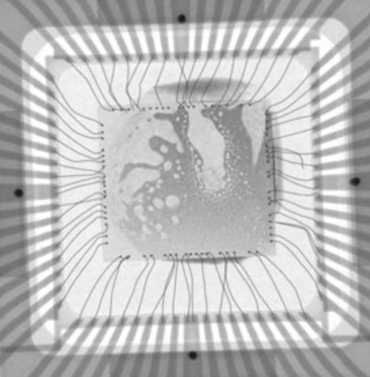
Рис. 1 – Брак микросхемы, обнаруженный рентгеновской установкой на входном контроле
Контроль качества монтажа компонентов
Процедуры, предназначенные для проверки качества монтажа, способны определить следующие основные дефекты:
-
отсутствие компонентов;
-
смещение и поворот компонентов;
-
наличие замыканий;
-
холодная пайка;
-
наличие пустот;
-
дефекты при монтаже BGA (Ball Grid Array — специальная форма корпуса чипа, при которой выводы представляют массив шариков припоя, расположенный под корпусом микросхемы).
Контроль качества монтажа компонентов позволяет выявить как ошибки проектирования (неправильный выбор материалов, неудачный выбор посадочных мест под компоненты, размещение компонентов, не подходящее для выбранной технологии монтажа), так и ошибки настройки оборудования при разработке технологического процесса (например, неправильные температурные режимы, неверный подбор материалов).
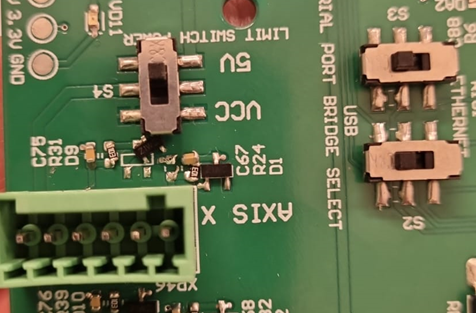
Рис. 2 – На иллюстрации видно, что ошибка в настройке техпроцесса привела к тому, что некоторые компоненты «съехали» со своих посадочных мест
Разрушающий и неразрушающий контроль
Методы контроля можно разделить на две группы: разрушающие и неразрушающие. Разрушающие методы контроля позволяют практически гарантированно выявлять большинство дефектов, но обладают главным недостатком, скрывающимся в их названии. Разрушающие методы контроля применяются в основном в следующих случаях:
-
выборочный контроль партии особо важных изделий;
-
выявление глубинных причин дефекта, обнаруженного при неразрушающем контроле;
-
определение причин отказа неработоспособных изделий.
При этом чаще всего на производстве находят применение неразрушающие методы контроля качества, с помощью которых удается обнаруживать практически все дефекты, оставляя прошедшую контроль продукцию пригодной для дальнейшего использования.
Основные неразрушающие методы контроля качества монтажа
При производстве электронных изделий существует четыре основных метода контроля:
-
визуальный;
-
оптический;
-
электрический;
-
рентгеновский.
Визуальный контроль

Рис. 3 – Цифровой микроскоп для проведения визуального контроля
Это один из традиционных и одновременно самых простых методов, при котором сотрудник проводит контроль качества визуально. Данный способ относится к основным методам входного контроля, позволяет легко обнаруживать многие дефекты невооруженным глазом, в том числе:
-
отсутствие компонентов;
-
несоответствие маркировки;
-
механические повреждения;
-
смещение компонентов.
Сейчас основной инструмент операторов, выполняющих визуальный контроль, — видеомикроскоп. Во-первых, он помогает выявить более мелкие дефекты: непропаянные соединения, недостаток/избыток припоя, перемычки, загрязнения, малые смещения компонентов, холодную пайку, окисление контактов от перегрева и прочее.
Во-вторых, это оборудование комфортно для обслуживающего персонала. Раньше окуляры микроскопов располагались вертикально, поэтому всю рабочую смену оператор проводил в неестественной, неудобной позе. В результате вместе с нагрузкой на глаза создавалось дополнительное негативное влияние на шею и позвоночник, что приводило к развитию профессиональных заболеваний. Современные модели микроскопов строятся на базе FHD-видеокамер, которые транслируют изображение на монитор. Исследуемую печатную плату укладывают на плавающий антистатический столик с электронным управлением. Существуют также мобильные видеомикроскопы, которые позволяют обследовать платы, не снимая их с посадочного места. Они особенно удобны при ремонте крупных электронных приборов.
Несмотря на очевидные достоинства, такие как низкая стоимость оборудования и простота использования, визуальный метод контроля имеет определенные недостатки: большие временные затраты, присутствие профессионального оператора, невозможность обнаруживать многие типы дефектов. Поэтому визуальный контроль не должен являться единственным методом контроля качества, однако может активно применяться при входном контроле, а также как промежуточный метод контроля, позволяя оперативно обнаруживать явные крупные дефекты и снижая нагрузку на последующие методы контроля.
Автоматический оптический контроль

Рис. 4 – Система автоматической оптической инспекции Zenith UHS
По сравнению с визуальным контролем система автоматической оптической инспекции имеет следующие преимущества:
-
частично исключаются недостатки человеческого фактора;
-
повышается производительность за счет автоматизации;
-
может применяться не только для итогового контроля качества пайки компонентов, но и на других этапах технологического процесса для межоперационного контроля операций — нанесения паяльной пасты, позиционирования компонентов и т. д.
Методика проведения инспекции:
Многочастотный муар (аналоговый) – формирование с помощью аналоговых проекторов( свет проходит через линзу, на которой нанесена гравировка линий с шагом 0,37 мкм) «муаровых узоров» на поверхности инспектируемого объекта , считывание информации камерой, расчет по алгоритму точных геометрических характеристик объекта и построение 3D визуализации. Наиболее точный и эффективный метод ( минимальное количество ложных срабатываний). Применяется только в системах KohYoung ( Ю.Корея).Такой метод контроля в 3D способен обнаруживать следующие дефекты:
- Отсутствие компонента;
- Смещение компонента, вывода компонента;
- Поворот компонента, вывода компонента;
- Неправильная полярность компонента;
- Перевернутый компонент;
- Приподнятый корпус компонента;
- Приподнятый вывод компонента;
- Несоответствующий объем галтели;
- Перемычки между выводами компонента;
- Посторонние предметы на плате.
Лазерное измерение – метод 3D реконструкции исследуемого компонента путем лазерной триангуляции. Имеет высокую скорость инспекции и хорошую точность измерения корпусов больших объектов. При работе с прозрачными и отражающими поверхностями, разными цветами компонентов и оснований, а так же компонентами с малым габаритом корпуса система справляется хуже и дает большое количество ложных срабатываний.
2D метод – снимок объекта с использованием многоуровневой кольцевой RGB подсветки , анализ и подсчет снятых камерой пикселей определенного цвета и дальнейшая реконструкция либо сравнение с эталоном. Это наиболее устаревшая технология, которая не позволяет в полной мере провести измерения с высокой точностью.
Системы автоматической оптической инспекции обычно имеют дополнительные программные опции, благодаря которым, с одной стороны, можно повысить точность и скорость проведения контроля, а с другой — проводить анализ причин возникновения дефектов.
Данные системы пользуются большой популярностью при изготовлении электроники, поскольку на их основе строятся сложные, многозадачные системы машинного зрения, тесно интегрирующиеся в технологический процесс и участвующие не в одном, а в целой серии основных этапов производства. Однако, являясь логическим развитием средств визуального контроля, подобные системы обладают существенным недостатком: они не способны обнаруживать все возможные дефекты. В частности, оптическим системам физически не доступны дефекты, расположенные под корпусами элементов (BGA-компоненты, многоконтактные разъемы), а также внутренние дефекты, как изначально имеющиеся внутри компонентов, так и возникшие в результате нарушения технологии монтажа компонентов.
Электрический контроль
Электрический метод контроля основан на измерении параметров цепей при пропускании электрического тока через систему контактирования установки контроля с тестируемым образцом. Метод применяется как для проверки несмонтированных печатных плат с целью контроля качества их изготовления, так и для смонтированных печатных плат. Данный подход позволяет определять короткие замыкания, отсутствие соединений, измерять основные электрические параметры, а также проверять функциональность активных и пассивных компонентов. Главный недостаток метода — сложность определения типа неисправности и необходимость либо дополнительно прибегать к дополнительным способам контроля, либо переводить изделие в разряд брака без определения типа и причины возникновения дефекта. Метод нашел успешное применение при изготовлении печатных плат, позволяя с высокой скоростью и степенью автоматизации выполнять контроль качества их изготовления. Электрический контроль находит применение и при инспекции готовых изделий, но вследствие невысокой универсальности используется не столь широкого, как остальные методы.
Рентгеновский контроль

Рис. 5 - Промышленная система рентгеновского контроля СРК-1000 производства «Диполь»
Рентгеновский контроль является наиболее универсальным методом неразрушающего контроля качества при производстве электроники, с помощью которого можно находить наибольшее количество дефектов. Это единственный метод обнаружения дефектов, локализованных в визуально недоступных местах изделия (под компонентами, внутри корпусов).
Данный метод похож на визуальный или оптический, когда оператор проводит анализ изображения изделия или его отдельных частей. Основное отличие — использование изображения, полученного за счет просвечивания объекта контроля рентгеновским излучением с регистрацией изображения на цифровом детекторе. Такой подход позволяет просматривать объекты контроля насквозь и обнаруживать максимально широкий спектр дефектов в местах, недоступных для контроля при использовании других методов (под корпусами компонентов, внутри корпусов компонентов и изделий, в промежуточных слоях многослойных печатных плат, в переходных и монтажных отверстиях):
-
пустоты внутри соединений;
-
дефекты при монтаже BGA-компонентов;
-
разрыв или отсутствие проволочных соединений в чипе;
-
дефект или отсутствие чипа в корпусе;
-
дефекты внутренних слоев и переходных отверстий печатных плат.
Рентгеновский контроль находит свое применение на всех этапах производства электроники: входном, межоперационном, выходном контроле, при ремонте и анализе неисправностей в процессе эксплуатации изделий.
Несмотря на огромные возможности и универсальность применения, данный метод также не лишен недостатков: невысокая скорость, зависимость от квалификации оператора, высокая стоимость оборудования. Все это препятствует широкому распространению систем рентгеновского контроля, в связи с чем их покупка и использование становятся прерогативой либо крупных производственных компаний, либо компаний, выпускающих продукцию, к качеству которой заказчиком или нормативной документацией предъявляются особенно высокие требования.
Заключение
Общие принципы организации контроля при монтаже электронных компонентов
Учитывая особенности и недостатки существующих методов контроля, можно заключить, что ни один из них не является универсальным. В связи с этим обеспечение необходимого уровня качества требует комплексного подхода с использованием нескольких способов проверки качества изделий.
Например, хорошо зарекомендовала себя схема двухступенчатого контроля, когда «быстрыми» методами проводится сплошной контроль продукции, а «медленными», но более эффективными — выборочный контроль партии. В любом случае, для организации эффективного и экономически целесообразного контроля необходимо учесть большое количество факторов: номенклатуру изделий, объем производства, требования заказчика и нормативной документации, а также посчитать и сравнить стоимость контроля продукции и появления брака. Все это непростые задачи, но их необходимо решать. Правильно организованный контроль повышает экономическую эффективность производства и существенно снижает риски при выпуске электронных устройств.
")






















